機械加工方法(Machining)
原材料加工,減材成型法(Subtractive Manufacturing)
由原材料,利用工具削去部份材料而達到需要形狀的方法。
鐵塊

鐵棒
==============================================================================
鑽孔
利用鑽頭旋轉,切出圓形的孔
鑽頭

金屬鑽頭
瓷磚鑽頭


混型土鑽頭
混型土大孔鑽頭
手搖鑽


手搖鑽
手搖鑽


小型手搖鑽
冰釣開孔手搖鑽
手電鑽


交流接電手電鑽
充電式手電鑽
鑽床
鑽床指主要用鑽頭在工件上加工孔的機床。通常鑽頭旋轉為主運動,鑽頭軸向移動為進給運動。鑽床結構簡單,加工精度相對較低,可鑽通孔、盲孔,更換特殊刀具,可擴、鍃孔,鉸孔或進行攻絲等加工。加工過程中工件不動,讓刀具移動,將刀具中心對正孔中心,並使刀具轉動(主運動)。鑽床的特點是工件固定不動,刀具做旋轉運動
鑽床基本分類
鑽床主要用鑽頭在工件上加工孔(如鑽孔、擴孔、鉸孔、攻絲、鍃孔等)的機床。機械製造和各種修配工廠必不可少的設備。根據用途和結構主要分為以下幾類
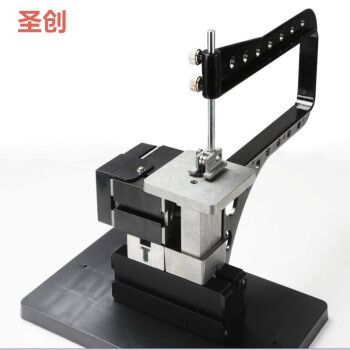
座枱鑽床
簡稱台鑽。一種小型立式鑽床,最大鑽孔直徑為12∼15毫米,安裝在鉗工臺上使用,多為手動進鑽,常用來加工小型工件的小孔等。

立式鑽床
工作枱和主軸箱可以在立柱上垂直移動,用於加工中小型工件。

搖臂鑽床
主軸箱能在搖臂上移動,搖臂能迴轉和升降,工件固定不動,適用於加工大而重和多孔的工件,廣泛應用於機械製造中。

卧式鑽床
主軸水準佈置,主軸箱可垂直移動的鑽床。一般比立式鑽床加工效率高,可多面同時加工。

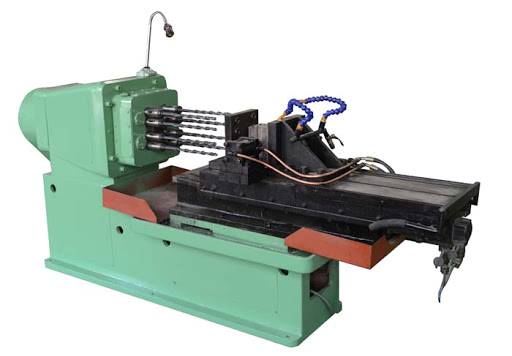
卧式雙軸鑽床
卧式多軸鑽床
鑽床安全操作規程
1.工作前必須全面檢查各部操作機構是否正常,將搖臂導軌用細棉紗擦拭乾凈並按潤滑油牌號注油。
2.搖臂和主軸箱各部鎖緊後,方能進行操作。
3.搖臂迴轉範圍內不得有障礙物。
4.開鑽前,鑽床的工作枱、工件、夾具、刃具,必須找正,緊固。
5.正確選用主軸轉速、進刀量,不得超載使用。
6.超出工作枱進行鑽孔,工件必須平穩。
7.機床在運轉及自動進刀時,不許變緊固換速度,若變速只能待主軸完全停止,才能進行。
8.裝卸刃具及測量工件,必須在停機中進行,不許直接用手拿工件鑽削、不得戴手套操作。
9.工作中發現有不正常的響聲,必須立即停車檢查排除故障。
==============================================================================
鋸切
利用鋸條前後往復移動,將材料切斷
鋸片


樹木鋸片
手工鋸鋸片

帶鋸床鋸片
手工鋸


金工手工鋸
小型手工鋸
線鋸


線鋸
線鋸
板鋸


木板鋸
木板鋸
![1尺8 腰鋸鋸子木鋸手鋸木工鋸木頭鋸手工鋸[天掌五金] - 露天拍賣](machine.files/image082.jpg)

木板鋸
木板鋸
往復式鋸床

線鋸床

帶鋸床
臥式帶鋸床


立式帶鋸床


==============================================================================
面平切削
利用特定刀具, 在材料表面移動, 削去部份平面
銑床
銑床系指主要用銑刀在工件上加工各種表面的機床。通常銑刀旋轉運動為主運動,工件(和)銑刀的移動為進給運動。它可以加工平面、溝槽,也可以加工各種曲面、齒輪等。銑床是用銑刀對工件進行銑削加工的機床。銑床除能銑削平面、溝槽、輪齒、螺紋和花鍵軸外,還能加工比較複雜的型面,效率較刨床高,在機械製造和修理部門得到廣泛應用。

立式銑床
卧式銑床
鉋床
鉋床是用鉋刀對工件的平面、溝槽或成形表面進行鉋削的直線運動機床。使用鉋床加工,刀具較簡單,但生產率較低(加工長而窄的平面除外),因而主要用於單件,小批量生產及機修車間,在大批量生產中往往被銑床所代替。
==============================================================================
圓心切削
工件圍繞圓心轉動 , 刀具切削材料外圍產生指定型狀
車床
1、車床的概念?
車床是主要用車刀對旋轉的工件進行車削加工的機床。在車床上還可用鑽頭、擴孔鑽、鉸刀、絲錐、板牙和滾花工具等進行相應的加工。
2、主要組成部分?
主要組成部件有:主軸箱、進給箱、絲槓與光槓、溜板箱、刀架、尾架、床身和冷卻裝置。
主軸箱:又稱床頭箱,它的主要任務是將主電機傳來的旋轉運動經過一系列的變速機構使主軸得到所需的正反兩種轉向的不同轉速,同時主軸箱分出部分動力將運動傳給進給箱。主軸箱中的主軸是車床的關鍵零件。主軸在軸承上運轉的平穩性直接影響工件的加工質量,一旦主軸的旋轉精度降低,則機床的使用價值就會降低。
進給箱:又稱走刀箱,進給箱中裝有進給運動的變速機構,調整其變速機構,可得到所需的進給量或螺距,通過光槓或絲槓將運動傳至刀架以進行切削。
絲槓與光槓:用以聯接進給箱與溜板箱,並把進給箱的運動和動力傳給溜板箱,使溜板箱獲得縱向直線運動。絲槓是專門用來車削各種螺紋而設置的,在進行工件的其他表面車削時,只用光槓,不用絲槓。同學們要結合溜板箱的內容區分光槓與絲槓的區別。
溜板箱:是車床進給運動的操縱箱,內裝有將光槓和絲槓的旋轉運動變成刀架直線運動的機構,通過光槓傳動實現刀架的縱向進給運動、橫向進給運動和快速移動,通過絲槓帶動刀架作縱向直線運動,以便車削螺紋。
刀架:有兩層滑板(中、小滑板)、床鞍與刀架體共同組成。用於安裝車刀並帶動車刀作縱向、橫向或斜向運動。尾架:安裝在床身導軌上,並沿此導軌縱向移動,以調整其工作位置。
尾架:主要用來安裝後頂尖,以支撐較長工件,也可安裝鑽頭、鉸刀等進行孔加工
床身:是車床帶有精度要求很高的導軌(山形導軌和平導軌)的一個大型基礎部件。用於支撐和連接車床的各個部件,並保證各部件在工作時有準確的相對位置。
冷卻裝置:冷卻裝置主要通過冷卻水泵將水箱中的切削液加壓後噴射到切削區域,降低切削溫度,沖走切屑,潤滑加工表面,以提高刀具使用壽命和工件的表面加工質量。
金工車床

小型模型車床


座枱式車床
座地式車床

大型軸芯車床
金工車床成品






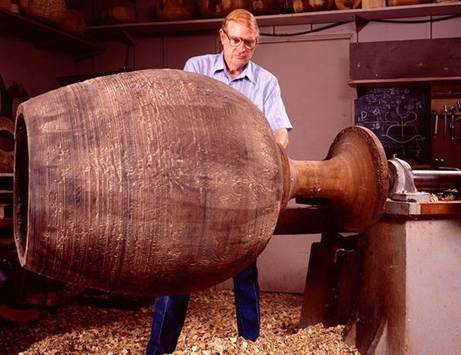
木工車床


木工車床成品







==============================================================================
電腦CNC加工中心(Machining Cnenter)
電腦CNC加工中心是目前比較流型的機械加工設備,使用CNC加工中心對工件進行加工可以減少對加工人員的依賴,但是加工人員需要懂得電腦編程,利用CNC加工程式對工件進行加工,那麼電腦鑼CNC加工中心有哪些優點呢?
1.減少工裝夾具的數量,加工形狀複雜的零件不需要複雜的工裝。如要改變零件的形狀和尺寸,只需要修改零件加工程式,適用於新產品研發和改型。
2.加工質量穩定,加工精度高,重複精度高。
3.多品種、小批量生產情況下生產效率較高,能減少生產準備、機床調整和工序檢驗的時間,而且由於使用最佳切削量而減少了切削時間。
4.可加工常規方法難於加工的複雜型面,甚至能加工一些無法觀測的加工部位。
以上是電腦鑼CNC加工中心的優點,電腦鑼CNC加工中心的缺點就是加工設備比較貴,維修人員的水準要求也比較高,加工人員的技術要求也比較高。

